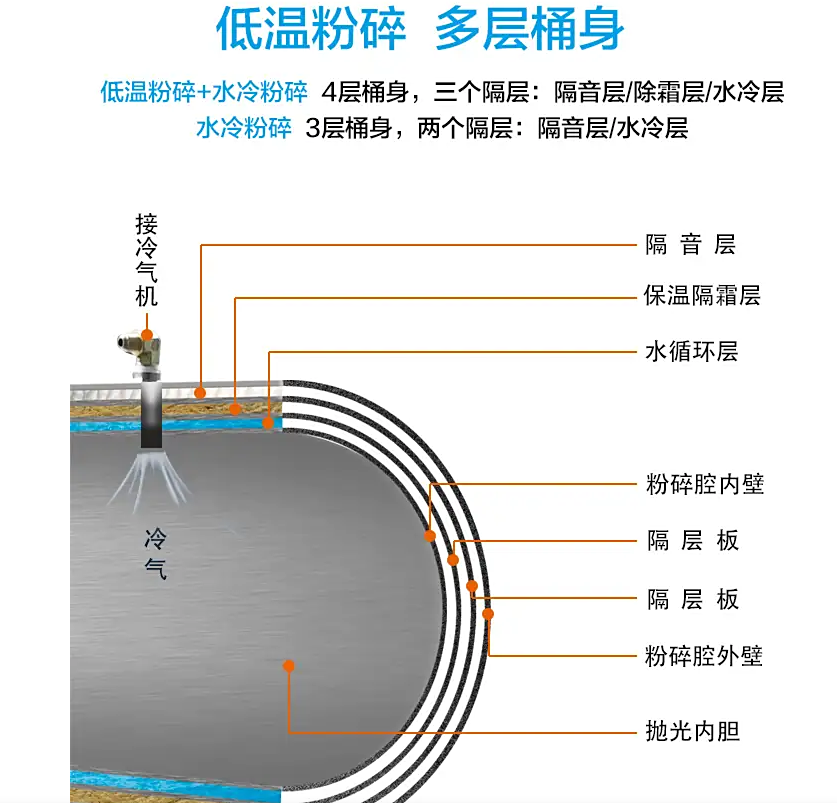
低温粉碎机 采用液氮深冷(-196℃)或压缩机制冷(-40℃至5℃)双重方案,通过相变制冷与机械制冷复合控温技术,使物料在玻璃化转变温度下实现脆性断裂。其中液氮系统采用文丘里管喷射技术实现-196℃均匀冷却,压缩机制冷则通过R404A环保冷媒的逆卡诺循环实现精确控温。该技术可有效保留热敏成分(如萜烯类挥发油、活性酶),实验数据表明维生素C保留率提升42%。代表机型JCWF-25SD配备PID温控模块与三通道热电偶监测系统,工作腔体温度波动控制在±2℃范围内,符合GMP认证要求。
超微粉碎技术
(1)预处理阶段
物料规范:含水率需控制在8%以内(采用卤素水分仪检测),木质化药材应预破碎至3-5cm段以降低刀具载荷
设备预检:核查制冷剂液位(不低于储罐容积1/3,采用磁致伸缩液位计监测)、刀具刃口磨损量(按500小时强制更换标准,使用轮廓仪测量Ra≤0.8μm)
(2)粉碎作业
步骤
工艺参数
关键控制点
1.系统预冷
目标温度-30±2℃
高脂物料需追加20%预冷时长(基于DSC差示扫描量热仪数据)
2.定量进料
输送速率0.5-2kg/min
设置金属探测报警阈值(Fe≥Φ0.3mm/SUS≥Φ0.5mm)
3.粉碎运行
工作压力0.6-0.8MPa
温度梯度变化率≤5℃/min(通过PLC实现PID闭环控制)
(3)后处理
粒度分级:配置200目(74μm)旋风分离器与二次布袋收尘系统,实现粒径筛选效率≥99.5%
清洁消毒:腔体表面采用75%医用酒精擦拭(单班次作业后必须执行),微生物检测符合GB 15979标准
预防性维护
轴承每周加注食品级润滑脂(符合GB 15179标准,注脂量按轴承腔容积30%计算)
密封件月度检测(当压缩永久变形量达30%立即更换,采用邵氏硬度计HD±3判定)
故障诊断
粒度分布异常:优先校验分级轮动态平衡(标准转速3000-6000rpm,动平衡等级需达G2.5级)
机械振动超标:需进行动平衡校正(径向跳动量≤0.05mm,采用激光对中仪校准)
应用场景
适配机型
核心参数
研发试验
6J型
批次处理量0.5kg(配备0.1mg精度电子天平)
中试放大
ZD-10L型
声压级≤75dB(A)符合OSHA标准
规模生产
15型
连续产能50kg/h(配置双螺旋喂料器)
特别提示:高糖分物料(>30%含量)应选用PTFE防粘附工艺机型(接触面粗糙度Ra≤0.4μm),并建议搭配冷冻除湿系统(露点温度≤-40℃)